通过认证
通过认证
“深沟球轴承装配线 轴承生产线”参数说明
| 认证: | 内部 | 品牌: | 容恒轴研科技 |
| 类型: | 轴承制造设备 | 用途: | 深沟球轴承 |
| 材质: | 碳钢 | 尺寸: | 非标尺寸 |
| 型号: | Rhzp | 规格: | 全自动数字化 |
| 商标: | 容恒轴研 | 包装: | 覆膜 |
| 产地: | 江苏无锡 | 产品用途: | 深沟球轴承装配生产 |
| 适用行业: | 轴承加工制造业 | 产量: | 30 |
“深沟球轴承装配线 轴承生产线”详细介绍
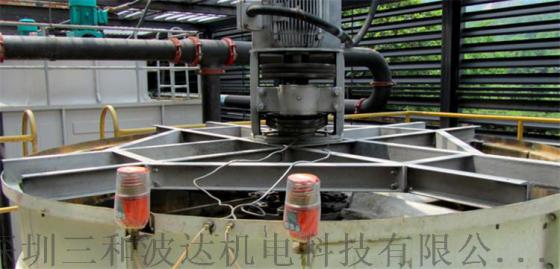
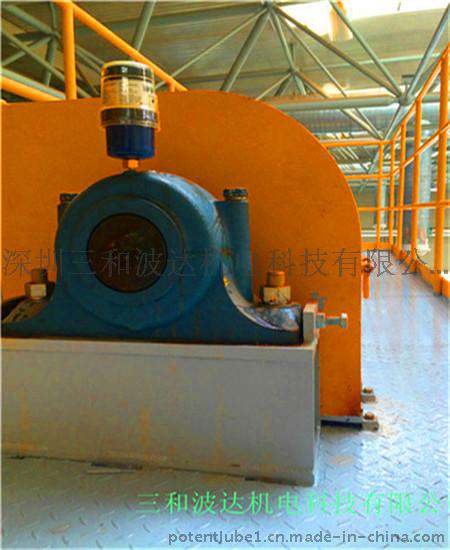
轴承装配生产线,全自动数字化轴承检测线,装配线设备无锡容恒轴研科技有限公司自2009年6月成立至今,坚持以行业自动化为己任,做高效、稳定的轴承装配线,轴承检测线、多年来,我公司不断创新,深化产品技术,已系列生产轴承装配设备和检测设备60余种,成为国内为数不多的能自主生产整条轴承装配线,检测线的企业之一。轴承装配生产线主要工艺流程:A→内外圈分别上料B→内外径检测(检查尺寸,高度,锥度)C→单件定位,退磁清洗(超声波频率:38∽40kHz,过滤精度5μm)D→ECT检查(涡检测出混料、硬度超差产品,硬度分辨率±1°)裂纹检测(表面裂纹长度>3mm,裂纹深度>0.05mm)→移动(认面)E→内外圈分选(认面及沟径测量,测量方式:立式测量,测量精度1μm以内,标准件定期校对,周期可设定)→内外圈合套→装钢球(球仓有防错,球伤不超过3%)→后工序次品再投入(NG品由人工将产品返回设备,设备在合理位置预留输入口)F→内外圈合套后清洗(通过式清洗、喷淋、过滤精度3μm)G→钢球归球→钢球分球(分球方式:下分球,分球针:合金钢)→放上保持器(含尼龙保持器)→检查上保持器及不良品剔出→放紧铆钉下保持器→保持架对位→保持架对位检查→不良品剔出→铆合→铆钉高检测(所有铆钉高检测)H→铆合后检查(影像:漏钉检测,少球检测,130万像素工业摄像头,LED背光源)I→第三次清洗(超声波频率不小于60kHz+喷淋+吹干,过滤精度0.22μm)J→浸油箱+甩干(转速1200r/min,转速可调)K→回转灵活性检查、径向(立式)、游隙检查(动态检测,精度±2μm)L→外观检查及旋转精度检查(外观检查为人工检查台,旋转精度为人工抽查,检查台带有输送装置)M→一次音检(速度型振动检测,兼容安德鲁、BVT,需双面四点检测)开式轴承装配生产线,检测线R→二次音检(加速度型振动检测)S→激光标刻字符T→雾化防锈(罩杯:雾化量,雾化时间可调,高粘度防锈油亦可适用)U→外观检查(带有物料缓冲带,可存产品≥30,带有工业照明灯)→包装(人工)→入库闭式轴承装配生产线,检测线N→第四次清洗(喷淋+吹干过滤精度1μm)O→甩干(转速1200r/min,转速可调)P→称重(分辨精度:0.01g)→注脂(注脂偏差±3%)→称重→不良品剔出(整列)Q→一次压入防尘盖→二次压入防尘盖→盖高检测(分辨精度0.01mm)→不良品整列→翻面→一次压入防尘盖→二次压入防尘盖→盖高检测(分辨率0.01mm)→影像检查(确认有无外观伤,金属防尘盖有无伤,密封圈有无翻边等)→不良品整列→匀脂(时间15秒)→力矩检查(灵活性检查,控制上限)→不良品整列R→二次音检(加速度型振动检测,需双面四点检测)S→激光标刻T→雾化防锈(罩杯:雾化量,雾化时间可调,高粘度防锈油亦可适用)→整列U→外观检查(带有物料缓冲带,可存产品≥30,带有工业照明灯)→包装(人工)→入库轴承装配生产线,检测线服务承诺:无锡容恒轴研科技有限公司坚持以客户为中心,为贵公司提供完善的安装、调试、培训、维修等售前和售后服务17、售前服务签订合同前,公司为客户提供各种生产工艺方案,提供相应的技术咨询、样品式样、设备选型等服务18、安装调试我公司依据合同,免费在规定的时间内将设备安全运往用户指定的国内安装地点,并派技术服务工程师现场安装。在用户安装调试备件基本具备的情况下,技术服务工程师将在1-2天时间内把机器安装调试完毕供用户试用,并保证安装调试现场环境整齐、干净、有序19、售后培训公司提供免费技术培训,安装调试完毕后,在买方现场或卖方国内培训维修中心对买方操作人员进行技术培训,直至操作人员达到基本正常使用该设备为止,主要的培训内容如下●常用绘图软件的使用培训●开关机器操作规程培训●面板及软件控制参数的意义,参数选择范围的培训●机器的基本清洁处理和保养●常见硬件故障处理●操作中应注意的问题20、服务保证公司贯彻实施“高效服务,保障客户经营利益”的管理思想,对客户的需求和服务非常重视,在做好售后培训的基础上,公司郑重承诺:●公司所有产品,终身保修●客户服务,保证在八小时内给予响应●江浙沪客户设备维护,工作人员24小时内到达指定现场●省外客户设备维护,工作人员48小时内到达指定现场深沟球轴承装配线轴承生产线